
As for all Valves, where the outer shell or pressure containing parts are made out of casting material, the quality of the casting is a determining factor for the overall quality of a safety valve as well. The different dimensions determined by the casting quality are:
- Overall machinability and fitting of the different components due to the measurements of the casted parts.
- Tightness of the shell itself, as well as machined sealing surfaces or threads.
- Last but maybe most important, the pressure resistance ability and therefore the safety of the final product.
There are several Non-Destructive Examinations (NDEs) available to evaluate the quality of casting. Common ones are measurement checks, surface crack tests with liquid penetration or magnetic particle testing (only for magnetic alloys), ultra sonic tests or Positive Material Identification (PMI). The most determinative NDE method for detecting internal defects is X-Ray analysis. Together with PMI testing the X-Ray analysis is therefore a reliable predictor for the ability of the casting to withstand the pressure.
X-Ray analysis comes along with a relatively long processing time and is logistically elaborate if done at a sub supplier. In addition, the costs are compared to other tests rather high.
LESER decided to invest into a digital X-Ray cube to be able to perform the testing in house. Beside the shortening of the logistic times itself, the digital technology reduces the processing time and therefor the overall lead-time extension for additional X-Ray testing even further.
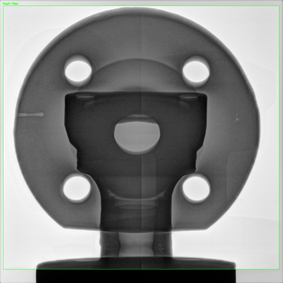
The X-Ray cube exposes the casting to radiation. The casting absorbs part of the radiation, and the remaining portion of it is exposed on the radiographic image. Dense material withstands the radiation penetration, so the image is exposed to a lesser degree in those areas, giving it a lighter appearance. Less dense materials allow more penetration and correlates to darker areas on the image. Any hole, crack or inclusion that is less dense than the casting alloy is therefore revealed as a dark area. Further major defects like Gas porosities, shrinkage defects, segregation, cold shuts or misruns of the materials can be detected. With the system LESER can test all components up to DN 200/8", 200 kg and a diameter of 600 mm. The maximum wall thickness for stainless steel is approx. 50 mm and for carbon steels approx. 60 mm.

LESER achieves the required safety valve quality because of standardized and controlled manufacturing processes as well as an extensive supplier selection and development program. X-Ray of casting is within this process an important building block used as a sample testing method. The sample size is depending on the requirements of the codes and standards and a quality performance based calculation for every individual supplier.
Together with the quality assurance measures in the machining and production process, LESER ensures that every safety valve that leaves the factory satisfies the quality requirements of LESER and the applicable codes and standards. Since LESER is sourcing castings from suppliers in various countries with a large portion coming from India and China, X-Ray testing is also good possibility to ensure critical customers about the LESER quality with short to no lead-time loss.